





S-SEN Metal, профессиональный поставщик деталей с гальваническим покрытием, использует передовые технологии обработки поверхности, строгую систему контроля качества и возможности индивидуального обслуживания, чтобы предоставлять высококачественные и экономичные решения по нанесению покрытий для различных отраслей промышленности по всему миру. Мы развиваем эту область на протяжении многих лет, опираясь на наши профессиональные производственные возможности, интегрируя несколько основных процессов, таких как гальваника, горячее цинкование и анодирование.
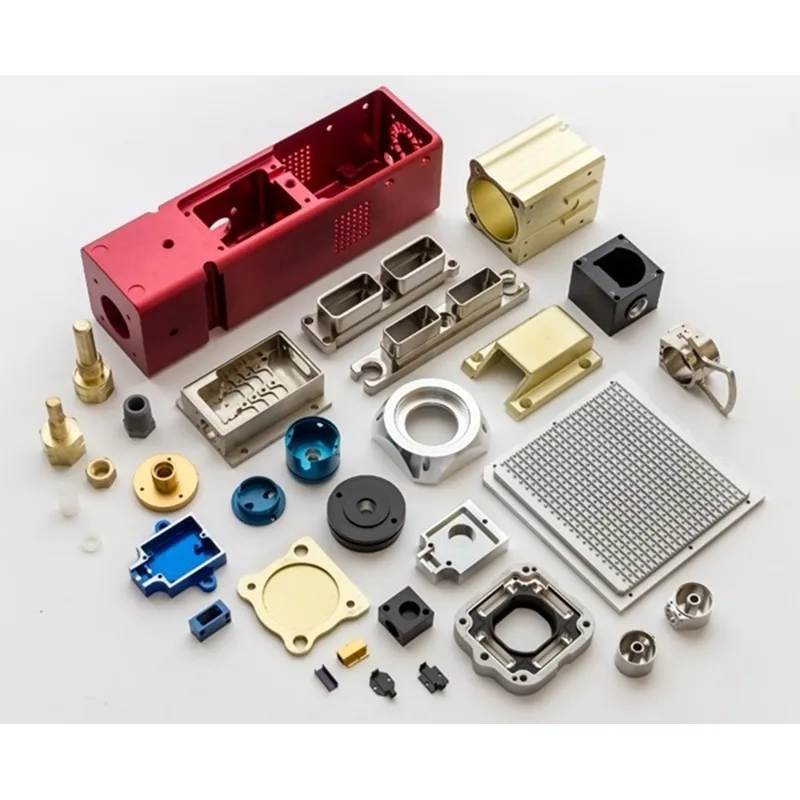
S-SEN Metal специализируется на исследованиях и разработках, производстве и продаже деталей с гальваническим покрытием. Используя технологические инновации в своей основе и стабильное качество в качестве основы, мы предоставляем клиентам по всему миру универсальные решения для деталей с гальванопокрытием и покрытием. Наши детали с гальваническим покрытием покрывают различные материалы, включая нержавеющую сталь, алюминиевые сплавы и сталь. Мы можем настроить процессы обработки поверхности в соответствии с конкретными задачами клиентов, а наша продукция широко используется в аппаратных средствах, автомобильных деталях, электронном оборудовании, наружных объектах, строительных конструкциях и во многих других отраслях.
Являясь прямым производителем, мы устраняем посредников, обеспечивая сквозной контроль от закупки сырья и производства до доставки готовой продукции. Это обеспечивает стабильность качества наших деталей с гальваническим покрытием и предоставляет клиентам более конкурентоспособные цены.
1. Гальваника
С помощью точного электролитического процесса мы наносим равномерный слой никеля, хрома или меди на поверхность металлических подложек, эффективно улучшая коррозионную стойкость, износостойкость и блеск поверхности деталей с покрытием. Этот процесс подходит для различных материалов, таких как нержавеющая сталь и алюминиевые сплавы. После оптимизации процесса толщина покрытия становится однородной и постоянной, с прочной адгезией, что отвечает потребностям высокоточных применений. Он широко используется в прецизионных электронных компонентах, аппаратных аксессуарах и других продуктах.
2. Горячее цинкование
Наш процесс горячего цинкования погружает металлические детали в расплавленный цинк при температуре 445–450 ℃, образуя на подложке плотный слой сплава цинка и железа и поверхностный слой чистого цинка. Этот метод металлургического соединения обеспечивает прочную адгезию между покрытием и подложкой, обеспечивая долговременную эффективную защиту от коррозии для оборудования, предназначенного для наружного применения, и конструкционной стали, подходит для деталей с гальваническим покрытием, подвергающихся воздействию влажной внешней среды в течение длительного времени.
3. Анодирование и электролитическая окраска.
Этот процесс в основном применяется к гальваническим деталям из алюминия и алюминиевых сплавов. В результате электрохимической реакции на поверхности подложки образуется твердая оксидная пленка, значительно улучшающая коррозионную стойкость, износостойкость и изоляционные свойства изделия. Последующий процесс электролитического окрашивания обеспечивает стабильный, устойчивый к выцветанию внешний вид с различными цветами, подходящий для деталей автомобильной отделки, электронных деталей отделки и других продуктов, требующих как эстетики, так и производительности. В зависимости от потребностей его можно разделить на Тип II (обычное анодирование) и Тип III (жесткое анодирование), подходящие для декоративных и требовательных к износу применений соответственно.
1. Лечение почернения
В результате контролируемой химической реакции на поверхности стали образуется черная оксидная пленка, обеспечивающая базовую защиту от ржавчины для деталей с гальваническим покрытием, а также придающая простой и изысканный матовый оттенок. Подходит для применений, требующих сдержанного внешнего вида, таких как механические детали и аппаратные средства.
2. Опрыскивание
Сюда входит как окраска распылением, так и порошковая покраска. Окраска распылением предлагает широкий спектр цветов и уровней блеска для удовлетворения разнообразных декоративных потребностей; порошковое покрытие значительно повышает износостойкость покрытых деталей, обеспечивая прочную адгезию и устойчивость к отслаиванию, что делает его пригодным для изделий с высокими требованиями к защите, таких как корпуса наружного оборудования и компоненты бытовой техники. Мы используем профессиональное распылительное оборудование, чтобы обеспечить равномерное покрытие без потеков, пузырей и других дефектов.
3. Полировка и чистка щеткой
Полировка создает блестящую, гладкую поверхность на деталях из нержавеющей стали и с медным покрытием, уменьшая дефекты поверхности и облегчая очистку. Нанесение кистью создает на поверхности подложки тонкую нитевидную текстуру, эффективно скрывая мелкие царапины и придавая уникальный текстурированный вид. Подходит для деталей с декоративным покрытием из алюминиевого сплава и нержавеющей стали, таких как мебельная фурнитура и корпуса электроники.
4. Пескоструйная обработка и электрофорез
Пескоструйная очистка удаляет загрязнения и оксидные слои с поверхности основы, улучшая шероховатость поверхности и обеспечивая хорошую основу для последующей адгезии покрытия, гарантируя, что покрытие на гальванических деталях не будет легко отслаиваться. С другой стороны, электрофорез образует однородное коррозионно-стойкое покрытие на подложках из нержавеющей стали и алюминиевых сплавов. Покрытие плотное и обеспечивает отличную защиту, что делает его пригодным для прецизионных деталей, к которым предъявляются высокие требования по устойчивости к коррозии.


| Параметр Элемент | Спецификация | Применимый процесс | Материал подложки |
|---|---|---|---|
| Толщина покрытия | 0,1–50 мкм (настраиваемый) | Гальваника, Анодирование | Нержавеющая сталь, алюминиевый сплав |
| Температура горячего цинкования | 445℃ - 450℃ | Горячее цинкование | Сталь |
| Толщина анодирующей пленки | Тип II: 10-15 мкм; Тип III: 35-50 мкм | Анодирование и электролитическая окраска | Алюминиевый сплав |
| Толщина покрытия распылением | 50–150 мкм (регулируемый) | Напыление (покраска, порошковая покраска) | Сталь, алюминиевый сплав, нержавеющая сталь |
| Коррозионная стойкость | Испытание на распыление нейтральной соли: ≥48 часов (можно настроить до ≥720 часов) | Все процессы | Все применимые субстраты |
| Шероховатость поверхности (Ra) | 0,1–1,6 мкм (регулируемый) | Полировка, чистка, пескоструйная обработка | Нержавеющая сталь, алюминиевый сплав, медь |













